CHUNKE designs and manufactures Industrial Reverse Osmosis systems (RO Systems) ranging in size from 2,000 LPH (liter per hour) to 7,570 m3/D (cubic meter per day) – 2M GPD (gallons per day) that can remove up to 99.5% of dissolved salts and virtually all colloidal and suspended matter from the most challenging feed water including municipal, brackish, and sea water applications. So, industrial RO Systems produce a high quality water yield at a low cost compared to other purification processes.

Our High Quality Industrial Reverse Osmosis Systems are custom designed specifically for your water treatment needs by an experienced team of application, mechanical and chemical engineers. Hence, CHUNKE fabricates the Big Size Industrial Reverse Osmosis Systems using only high quality components that will provide reliable long-term operation. So, they arrive at your company hydrostatically tested and ready to produce water with complete documentation and operator training. We also provide the pretreatment equipment and chemistry required to ensure optimal performance and life span of your RO membranes. Meanwhile, you can feel confident knowing that we have a full service support team available 24/7 to assist with any emergencies.

Guangzhou Chunke Enviromental Technology Co.Ltd. also offers fully self contained Reverse Osmosis systems that are built inside an ISO intermodal shipping container that has been specifically modified for water treatment applications. So, containerized Reverse Osmosis Systems are easy to ship and are fast and inexpensive to install.
What is Reverse Osmosis?
We have a large amount of article and video to understand and clear your mind for reverse osmosis process. Here, we briefly explain what is reverse osmosis?
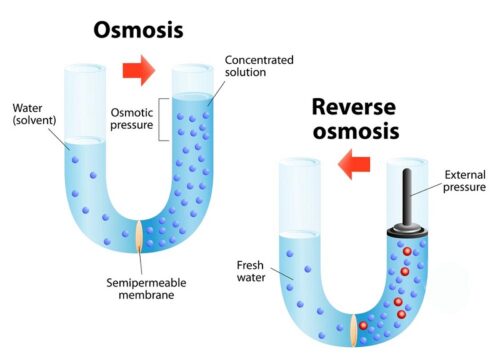
Reverse Osmosis / RO is a technology used to remove dissolved solids and impurities from water using a semi-permeable RO membrane which allows the passage of water but leaves the majority of dissolved solids and other contaminants behind. So, the RO membranes require water to be under high pressure (greater than osmotic pressure) to do this. The water that passes through the RO membrane is referred to as the “permeate” and the dissolved salts that are rejected by the RO membrane is referred to as the “concentrate”. A properly run RO system can remove up to 99.5% of incoming dissolved salts and impurities accordingly.
What kind of Industrial Reverse Osmosis Systems Do We Supply?
We supply industrial reverse osmosis systems as regards to water source and test report accordingly.

If your water source is tap water, CHUNKE CK-RO Model reverse osmosis systems are suitable for you. So, CK-RO types RO Plant can work TDS (Total Dissolved Solids) range between 0-2000ppm.

Some water source like underground water, well water, borehole water, river water, lake water TDS level is higher than 1000ppm. If your water TDS level is 1,000ppm to 10,000ppm. So, you should use CHUNKE BWRO Brackish Water Desalination System.
3. Saline Water or Salty Water
Some water TDS level is higher than 10,000ppm. Sea water TDS level is 20,000 to 45,000ppm level. Saline Water Desalination system TDS level range between 10,000ppm and 20,000ppm.

Sea water or ocean water TDS level is between 20,000ppm and 45,000ppm. CHUNKE SWRO type Industrial Sea Water Desalination Reverse Osmosis Systems are suitable for desalination of seawater.
What is the application of Industrial Reverse Osmosis Plant?
In fact that clean water is neccessary for most of industry, mainly below industries use water treatment systems accordingly.
1. Bottle Water Production
2. Food Industry
3. Beverage Industry
4. Textile Industry
5. Pharmaceutical Industry
6. Chemical Industry
7. Boiler Feedwater Treatment
8. Cooling Tower Water Treatment
9. Power Plants
How is the flow chart or process diagram of Industrial RO Plant?
Typical industrial reverse osmosis system is including pre-treatment (sand filter, carbon filter and water softener filter tanks), chemical dosing systems, Reverse Osmosis Membrane and Membrane Housings, post-treatment (UV Sterilizer, Ozone Generator, Mix Bed Demineralization, Electrodeionization, RO Polishing Tanks, Chemical Dosing systems) accordingly.

How long do industrial RO membranes last?
The typical lifetime of an RO membrane element is three to seven years depending on the application. In some RO systems, however, the membrane elements may only last one to two years.

Chunke Experienced Engineering Team developed high-effective CIP System (Clean in Place) to wash and clean membrane in membrane housing. Therefore, you can use CHUNKE RO Plant’s membranes longer than our competitors in market.
How much does an industrial reverse osmosis system cost?
Price depends on water source, raw water analysis test report, material (SS304, SS316, SS316L, Duplex, U-PVC, FRP…etc.), brands (Grundfos, Danfoss, CNP, Dow, Toray, Vontron..etc.) accordingly.

To get good price for your water problem, first, we have to analysis your existing situation then you can be sure that CHUNKE will supply most affordable price which fix to your demand.
Can we add solar panel energy to Industrial RO Plant?

Chunke engineering team has long and great experience on solar powered water treatment systems. Hence, we can add solar panel off grid or with battery to your Industrial Water Purification Project. So, you can save a lot of money for electricity cost.
Where can I buy Reverse Osmosis Equipment in China?
Guangzhou Chunke Environmental Technology Co. Ltd. has wide range of products for water treatment industry and each product can be customized accordingly.
Chunke Reverse Osmosis Water Treatment Plant is skid mounted type. When you receive the RO Plant, you just need to connect pipes and cables. So, Plug and play RO Water Treatment Plant is good choice for you to start fast and economical to your project.