This Is Reverse Osmosis (RO): Discover New Technology for Its Industrial Applications
Reverse Osmosis Industrial applications: Reverse Osmosis (RO) is a water purification technology that world uses in several industrial applications. Jean-Antoine Nollet observed phenomenon of reverse osmosis early of year 1950 . However, University of California at Los Angeles, introduced this technique for water purification in the year 1950. By the year 2001, 15,200 water distillation plants in the US have adopted this technique for water purification. Ever since the commercial introduction, reverse osmosis technology becomes popular for domestic and industrial water purification purposes. For Industrial applications of reverse osmosis, the biggest challenge is the removal of dissolved contaminants from the water. It can remove chemical contamination as well as microbial or biological contamination, therefore reverse osmosis (RO) systems are best solution for commercial and industrial water purification. This post introduces the concept of reverse osmosis (RO) and further discusses the commercial applications of the same.
An Overview of Reverse Osmosis (RO)
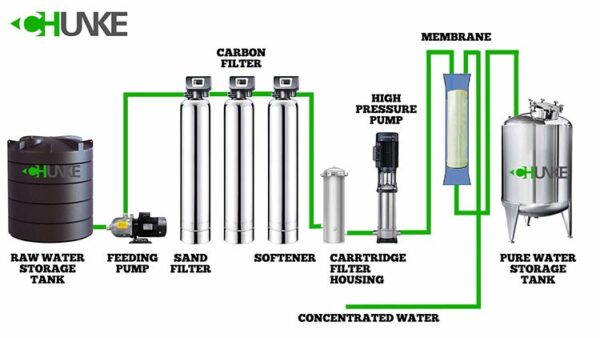
Reverse osmosis (RO) is a filtration method for water purification that uses a tightly wound, semi-permeable membrane to removed dissolved contaminants. The application of pressure before the membrane cause the fluid to travel from a region of high solute concentration to a region of low solute concentration to overcome the natural osmotic pressure and redirect dissolved contaminants; thus, resulting in fine filtration of water or any solution. The membrane consists of several layers of wound material in a similar fashion to a paper towel roll whit feed spacer. Hence, the water flows from the outside layers of the membrane toward the inner layers.
The contaminated water gets pushed and exits the membrane on the opposite side of the incoming water as the pure water continues through the layers toward center permeate rube. So, the separation and removal of micro-contaminants takes place as the fluid spirals through the various tightly wound layers of the membrane and into the inner permeate tube collecting all the purified water (permeate) for use. The rejected water with contaminants (concentrate) flows perpendicular to and out the backside of the membrane. It can efficiently perform straining or size-reduction of the contaminants of size 0.001 microns in diameter.
Meanwhile, Scientist has increased the efficiency of the reverse osmosis over the past 50 years. Because of innovative design, advanced membrane materials, more efficient pumps, and improved pretreatment methods as well as antiscalant chemistries, now it is commercial. There are several industrial applications for reverse osmosis. The next section introduces you to a few prominent industrial applications of RO.
Industrial Applications of Reverse Osmosis (RO) Plant
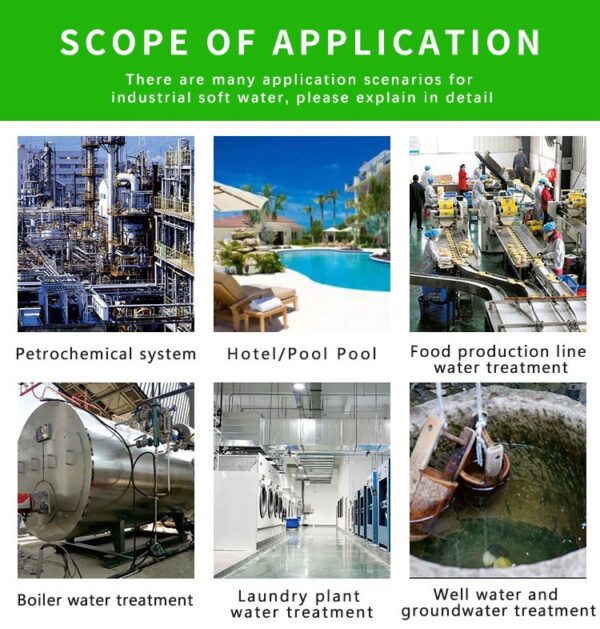
The following are some applications of reverse osmosis (RO) systems in industrial processes.
Municipal Tap Water Purification: Commercial and Domestic applications mostly use Municipal water or tap water. The need for quality water goes way beyond cooking and washing purposes in industry. The food and beverage industry seeks quality control so the taste of a soda or recipe is consistent regardless of the location. Both the pharmaceutical and chemical industries are highly affected by the bad quality of water due to the presence of microbial contamination, chemical residue, salinity, etc. Commercial reverse osmosis systems are heavily utilized in purifying municipal water to ensure good quality water.
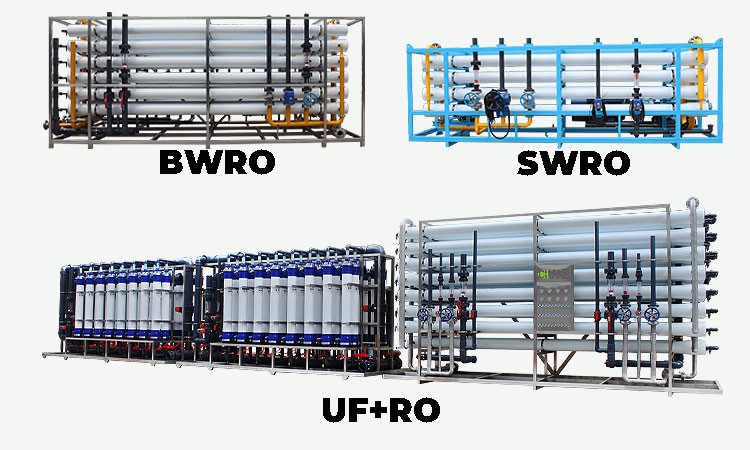
Desalination of Seawater:
The only source of water for many populated areas come from oceans and seas with salts levels up to 30,000 mg/l. Marine industrial applications, off-shore drilling, maritime transport as well as cruise ships also rely on this high salinity water. The continuous use of water containing high levels of salts. So, it can damage marine equipment and are unfit for consumption. Thus, to remove the salt content from seawater. Hence, the marine industries install high pressure commercial reverse osmosis systems with specialized SWRO membranes. So, It helps in desalination along with the reduction of chemical and bacterial contamination.
Desalination of Brackish Water:
If water TDS level (total dissolved solids) is between 1.000 to 30.000mg/L and if water is not from sea or ocean, we call it as brackish. Whereas, for industrial and potable water applications, the WHO suggests water with salinity lesser than 600mg/L for potable drinking water. The reverse osmosis (RO) technique is employed for the desalination of brackish water as well.
Boiler Feed Water:
Industrial boilers are sensitive to hard water. The use of hard water under high temperature causes problems like scaling, thermal transfer deficiencies, increased down-time for cleaning, and life-cycle reduction of the boiler vessel. Therefore, only softened water should supply and be fed to the boiler system. To achieve such a goal, industries like mechanical, chemical, pharmaceutical, and lumber/pulp industries, utilize reverse osmosis systems for pre-boiling water treatment/conditioning.
Wastewater Treatment:
Water treatment industries have adopted reverse osmosis as one of the water purification techniques. Reverse osmosis is usually employed as the final process for the reduction of chemical, bacterial, and dissolved impurities. Reverse osmosis (RO) systems are a part of the tertiary water treatment in the wastewater industries. Similarly, industrial wastewater is pre-treated by reverse osmosis (RO) system before disposal. Industrial gray water treatment, blackwater treatment, etc. utilizes commercial reverse osmosis systems.
Spot-free Rinse:
In industrial manufacturing, equipment cleaning, and even in commercial applications like car washing, surface rinsing, etc often salt-free water is required. Otherwise, the hard water causes scaling, hard surface spots, and even surface bleaching due to the presence of chemicals or magnesium and calcium salts found in it. Therefore, the rinsing water is purified using reverse osmosis systems to avoid equipment damage and increase the product-lifecycle.
To reap the benefits of reverse osmosis (RO) for your commercial application, you must source RO systems from prominent providers like Guangzhou Chunke Environmental Technology Co.Ltd. The company certainly is a water treatment specialist. They offer several water treatment solutions out of which whole commercial RO systems and Big Size Industrial RO systems are one of their most in-demand water treatment systems.
You can get our catalogue from here: industrial reverse osmosis system pdf
Industrial Reverse Osmosis System Diagram or Flow Chart:
What is the industrial reverse osmosis system price?
First of all, you have to understand that price of system depend on your water source and parts brand.
If your water source is municipal water, your investment cost will be lower than high TDS level water source such as brackish water, sea water.
And also what kind of brand do you want to use for pump and membranes, Chunke gives you option for it. You can choose high quality Chinese Brand like CNP pump, NYP pump, Vontron Membrane. They are good quality and affordable price. Or you can choose European and USA brands like Grundfos Pump, Danfoss Pump, Filmtec Membrane.
Can i find industrial reverse osmosis system for rental?
Chunke is manufacturer of water treatment system and we do not give a rent system.
Which company is the best Industrial reverse osmosis system manufacturers in China?
Guangzhou Chunke Environmental Technology Co. Ltd. is the best option for you for all size of water treatment projects.
Do you have small commercial reverse osmosis systems?
Chunke is professional producer of small size commercial ro plant and big size industrial RO plant. Our capacity rang is 100 liter per hour to 7500m3 per day.